By Mark Langridge, Director, Sales & Marketing, Packaging, Food, Beverage & Consumer Goods, SICK Inc.
Faster, more capable and highly adaptable packaging machines need sensors to improve performance and reliability.

Packaging machinery builders are adapting to the times and to the demands of their customers. As food, beverage, consumer products and pharmaceutical companies develop new, glossy, colorful and oddly shaped packages, the packaging machinery companies are building machines to accommodate their needs. These new machines are faster, more accurate, more automated, and more adaptable to new and changing packaging—in part—due to advances in sensor technology.
For every bottle that needs to be filled, for every carton that needs to be folded, and for every bag or box that needs to be sealed, you’ll find a sensor at work. So which types of packaging applications rely on sensors the most? In a recent survey of design engineering readers, the food and beverage industry accounted for 28% of the respondents, followed by healthcare (10.8%) and consumer products (9.3%), with other industries making up the remainder.
Now let’s examine the top three applications, the types of sensors being used, and technology developments and improvements in those sensors.
Flap detection
When cases come down the line to a case sealer machine, the two or four top flaps must be down so that the machine can seal the case without a flap getting in the way. After filling the case, the machine must fold the flaps closed for sealing. This is a repeatable application well suited to automation.
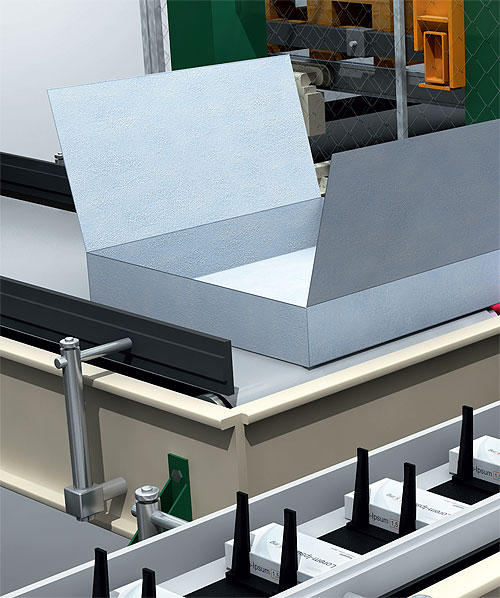
A common problem during cartoning is that some types of photoelectric sensors do not reliably detect when a flap is partially up or down. When the angle of the flap is not in the correct spot, the sensor’s beam does not always detect properly, causing a misread, and ultimately a line jam.
Photoelectric sensors with background suppression can alleviate this issue. However, not all background suppression sensors are created equal. Some background suppression sensors have a custom ASIC chip that takes background suppression to a new level. One such chip has a logarithmic segmented receiver array that provides a reliable and stable adjustment tolerance over the entire sensing range. An “active area management” feature will use an additional pilot LED to simulate interference and stray reflections, to evaluate and eliminate false trips within the sensor. Passive area management allows a sensor to adjust its own modulation frequency if it detects another nearby sensor with a similar frequency, virtually eliminating crosstalk.
In a flap detection application, the sensor adjusts for the amount of light reflected, and can determine if the flap angle will cause a problem with case sealing operations. If so, it triggers an output to stop the line so an operator can correct the situation.

Packaging machine builders and their customers can also use information from these sensors to fine tune case erecting, packing and sealing machines, reducing or eliminating problems in this area.
Position detection
Position sensors on a packaging machine include limit switches, proximity switches, linear encoders, magnetic cylinder sensors and photoelectric sensors—all of which signal the presence or position of various machine components. These sensors detect the position of diverting arms, pushers, and pneumatic cylinders in a cartoning machine—and splicing knives, grippers, cutting wheels, flags on chain guards and many other components. In almost all cases, the sensors are detecting a machine’s metal components.
Common position sensor applications include:
- Detecting the end stop position of a mechanical part, such as a deflector
- Monitoring the position of a moving machine part, such as a cassette or cylinder
- Detecting the position of a label applicator
One of the major trends in position sensors is a quest for reduced maintenance, longer life and easy replacement. This has led to a move away from mechanical devices that can wear or are adversely affected by vibration or stress, such as limit switches and Reed switches. As with photoelectric sensors, developments in ASICs are allowing modern sensors to meet these goals.
Two types of sensors are suitable for solving this application—magnetic cylinder sensors and inductive sensors—and both have seen improvements in technology that enhance packaging machine performance.
Magnetic cylinder sensors detect the position of pistons in pneumatic cylinders. They are used in applications such as detecting the end position of a pneumatic cylinder in a cartoning machine, and controlling the splicing knife and heat sealer on a form fill and seal machine. This type of non-contact solution, unlike traditional Reed switches, has a longer service life because there is no wear and tear. It can also offer higher reliability, as it is more resistant to shock and vibration.
Replacing a sensor in a complex packaging machine can create problems—especially if major components have to be disassembled just to reach the sensor. Replacing a cylinder sensor, for example, may require complete disassembly of a label applicator’s stamping plate. Some sensors, therefore, are being made slimmer, more compact and designed to mount at the top of a cylinder so they can simply slide into a C-slot or T-slot.

Inductive sensors are used in almost every area of factory automation, including packaging. They are an excellent non-contact solution for detecting metal objects, such as detecting if the correct number of cans are in a sealed box.
Standard inductive sensors have no moving parts, but must be mounted precisely. Most inductive sensors on the market have a ±10% detection tolerance, which means mounting is critical: Too far away by a few millimeters, and it can fail to detect its target; too close and it can be hit and damaged. Developments in inductive sensors have cleared the way for more flexibility in mounting. New inductive sensors have a built-in ASIC that works with other advanced technologies to lower the tolerance to ±1%, meaning that packaging machine builders have more leeway when mounting the sensor.
Sensors with improved tolerances and mounting methods are helping packaging machine builders and their customers improve position detection, creating more reliable machines that are easier to maintain.
Detecting the leading edge
One of the most important functions for packaging machines is to detect the leading edge of products. Designers most commonly see this in three basic applications: Applying labels, cartoning, and case packing.
Previously, many packaging machines used thru-beam or retro-reflective photoelectric sensors to detect the leading edge. In a thru-beam sensor, a light emitter is installed on one side of a conveyor with a receiver on the other side. With a retroreflective sensor, a reflector on the other side is used to “reflect” the light beam back to the emitter/receiver. In either case, when a package arrives it breaks the light beam, generating a signal to the automation system.
Using sensors with reflectors can cause a number of issues on a line. Vibration or impact from a product can cause misalignment with the reflector, causing a false trip. In addition, retro-reflective sensors can have issues detecting shiny surfaces. Thru-beam sensors also have problems detecting transparent packaging, such as clear plastic used on a meat tray.
Today, an increasingly diverse range of package types, sizes, label designs, colors, and textures are used to give products visibility that will capture the consumer’s eye and lead to a sale. But packagers often find that a machine’s sensor stations—usually based on conventional photoelectric technology—don’t respond adequately to changes in package material and appearance during line operation. This issue is encountered more often given the growing popularity of bright, highly reflective packaging colors and surfaces.
Simply stated, conventional photoelectric sensors sometimes don’t “see” the product because of the packaging, which can make the products fall outside of the sensor’s optical bandwidth.
Even one problem may cause jams, which can in turn spark a domino effect of line interruptions, not to mention mishandled and damaged products. These issues can cause any number of costly headaches including downtime, waste and reduced productivity.
Labeling operations require that the product be positioned precisely so that the label, bar code or package graphics can be applied in the correct location. If the sensor doesn’t detect the leading edge correctly, the label will be misapplied. Other problems include double counts, double triggers, or false triggering after the product leaves the sensing area.
Some operators of packaging equipment attempt to adjust for a sensor’s limitations by slowing down the line (compromising the sensor’s efficiency and productivity) or adjusting the device to allow more products to pass. Such subjective, well-intentioned temporary fixes may provide a few hours of reliable performance, but the problems quickly return—and worsen—if the sensor isn’t readjusted properly for the next product changeover.

Like with flap detection, the answer is a photoelectric sensor with advanced background suppression functions, to enable the sensors to ignore stray background reflections and detect multi-colored/shiny objects. Unlike conventional sensor technologies that focus solely on a target area at a fixed distance, background suppression sensors use light triangulation to detect and discern everything in a defined sensing area—both target and background.
The use of triangulation and a 16-element receiver array enables the sensor’s receivers to “see” the background behind the object being sensed, but to ignore it, even as products move rapidly through the target area. This greatly increases reliability and reduces misreads to near zero in most applications.
Essentially, a background suppression sensor detects the amount of light returning from the package, adjusts itself depending on the color and intensity, and increases the amount of light transmitted if the package is dark or decreases the amount of light for shiny objects automatically.
Background suppression sensors are available in a variety of models. The simplest detect objects at a fixed distance, while adjustable units allow users to change the sensing range as needed to accommodate a wider variety of applications and products.
SICK Inc.
www.sickusa.com